рефераты конспекты курсовые дипломные лекции шпоры

- Раздел Философия
- /
- РТК на базі машини лиття під тиском
Реферат Курсовая Конспект
РТК на базі машини лиття під тиском
РТК на базі машини лиття під тиском - раздел Философия, Лекція №18 1. Використання ПР для обслуговування машин лиття під тиском Широко Застосовується, Оскільки Воно Замовлено Однотипністю Конструкції Млт, ...
Широко застосовується, оскільки воно замовлено однотипністю конструкції МЛТ, а також можливістю їх поєднання із засобами автоматизації.
До складу ОТО входить: роздаткова електропіч, установка для охолодження відливок, МЛТ, прес для обробки ливарної системи.
Технологічний процес:
1.Змащення прес-форми і прес поршня МЛТ
2.Рухома і нерухома половини прес-форми з’єднуються і скріплюються механізмом заперття
3.З видаткової печі заливається доза розплавленого металу.
4. Прес поршень витісняє рідкий метал у форму
5. Прес форма розкривається і спеціальними штирями виштовхується відливка
6. Відливка надалі переноситься в установку для охолодження.
7. Відливка переноситься на оброблюваний прес для відділення ливарної системи.
 8. Після відправки відливки в тару або на конвеєр, вона очищується від залишків згорілого змащувального матеріалу струменем стисненого повітря.
8. Після відправки відливки в тару або на конвеєр, вона очищується від залишків згорілого змащувального матеріалу струменем стисненого повітря.
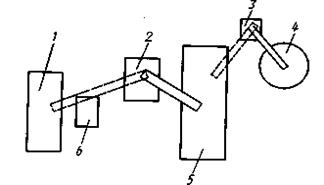
Рис.18.3 РТК лиття під тиском
1- оброблювальний прес
2- маніпулятор для знімання відливок
3- маніпулятор-заливальник з автоматичним дозатором металу
4- видаткова піч
5- МЛТ
6- Ванна для охолодження відливок
Для обслуговування таких МЛТ потрібен персонал, який неперервно контролює відливки і форми. Рідкий метал захоплюється механічною ливарною ложкою і підводиться до завантажувального отвору камери пресування, потім ложка повертається і рідкий метал стікає в камеру пресування.
Вимоги контролю:
1 Контроль якості очистки прес-форми від залишків змащувального матеріалу;
2 Стабільності складу розплавленого металу і температури;
3 Контроль відливок (візуального або за допомогою систем технічного зору, що оцінюють форму і габаритні розміри деталі)
4 Надійне виштовхування відливок і прес-форми
5 Захист порохонь відливок, які не будуть підлягати обробці.
У ливарному виробництві для очистки відливок від ливникових елементів використовують барабани, які можуть включені РТК, пісково- або дробоструйні маніпулятори.
3. Дуже часто в ливарних цехах декілька користувачів обслуговуються одним транспортуючим засобом, при цьому в більшості випадків рівномірної подачі робочих позицій забезпечити не вдається, так як матеріали, що використовуються подаються періодично – порціями. Витрата матеріалів також міняється в залежності від темпу роботи ливарного обладнання.
На протязі зміни в деякі моменти можливий розхід матеріалів вищий ніж їх поступлення, що призводить до збоїв в роботі. Крім того, нерівномірна подача матеріалів обумовлює необхідність збільшення потужності транспортних засобів, щоб компенсуючи простой обладнання, забезпечити передачу необхідної кількості об’єктів транспортування за менший час.
В ливарних цехах масового і крупносерійного виробництва процес одержання відливок, виготовлення форм, їх зборки, заливки і вибивання організовується по принципу неперервного потоку і здійснення технологічний операцій в незмінній послідовності.
Обладнання і робочі місця розміщуються в порядку операцій з розділенням на позиції, з’єднані транспортними засобами.
Переміщення ливарних форм в автоматичних лініях забезпечується крановим обладнанням, візками чи роликовими конвеєрами. Найбільш використовуються горизонтально-замкнуті ливарні конвеєри з неперервним рухом. Вони являють собою ряд візків, які неперервно рухаються по рейках з допомогою тягового замкнутого ланцюга (зі швидкістю 2..10 м/с).
Форми можна збирати на самому конвеєрі чи поряд на роликових конвеєрах.
Заливка форм рідким металом виконується на візках, що рухаються з ковшів. Залиті форми проходять через охолоджувальний кожух і попадають на дільницю вибивки. Тут форми знімаються з конвеєра і вибиваються на спеціальній решітці. Відпрацьована суміш передається в центральне відділення, після чого переробляється і передається в бункери над формовочними машинами. Для автоматичних ліній,. з жорстким зв’язком, коли транспортний засіб діє в неперервному режимі, простій одної позиції викликає зупинку всієї лінії. Гнучкі лінії складаються з окремих ланок, які можуть функцію вати незалежно одна від одної, що забезпечується не тільки наявністю накопичувачів біля кожного агрегату і резервних позицій у вузьких місцях технологічного процесу, але і гнучкими транспортними засобами, до яких відносяться транспортні роботи.
Лекція №19
– Конец работы –
Эта тема принадлежит разделу:
Лекція №18 1. Використання ПР для обслуговування машин лиття під тиском
Тема Застосування ПР Використання ПР і автоматизованих ліній в ливарному виробництві... План... Використання ПР для обслуговування машин лиття під тиском...
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ: РТК на базі машини лиття під тиском
Что будем делать с полученным материалом:
Если этот материал оказался полезным ля Вас, Вы можете сохранить его на свою страничку в социальных сетях:
| Твитнуть |
Хотите получать на электронную почту самые свежие новости?

Подпишитесь на Нашу рассылку
Реклама





Информация в виде рефератов, конспектов, лекций, курсовых и дипломных работ имеют своего автора, которому принадлежат права. Поэтому, прежде чем использовать какую либо информацию с этого сайта, убедитесь, что этим Вы не нарушаете чье либо право.
© copyright 1999 - 2024 allRefs.net. Все права защищены. Страница сгенерирована за: 0.017 сек.
Новости и инфо для студентов